Lytzen Depyrogenation – Oven Control System Update
Updating the control system on a 10–15-year-old Lytzen depyrogenation oven is typically driven by several key factors. This article ‘s purpose is to help the reader to understand the reasons behind the need to plan and schedule
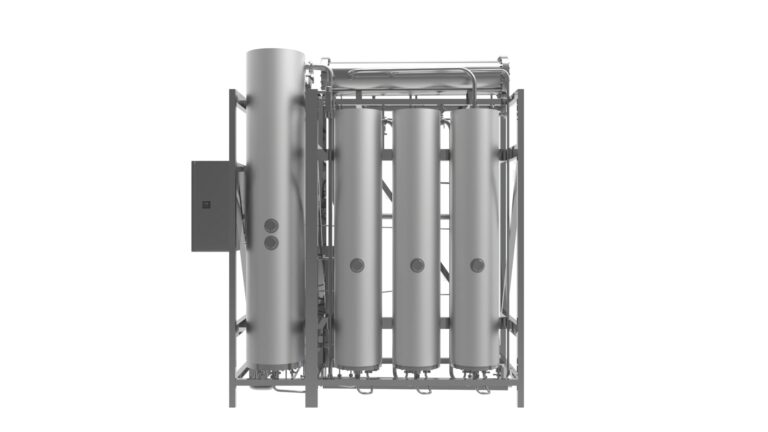
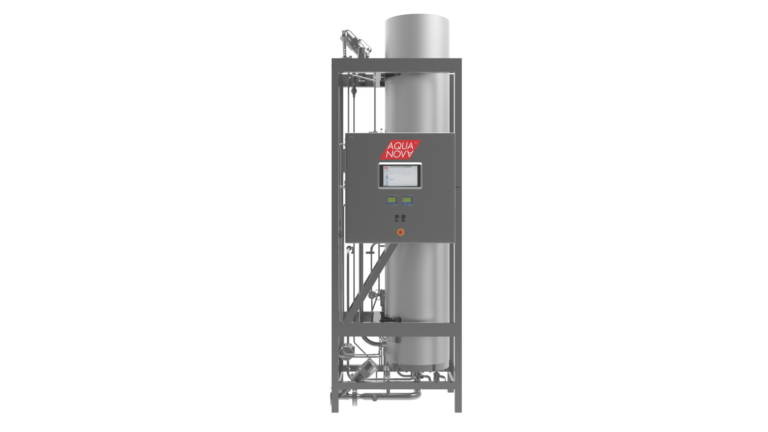
Aqua-Nova, the 3rd generation Multi-effect WFI Water Still, combines proven techniques and modern design, offering efficient, electrically heated units with low life cycle costs and simultaneous WFI and clean steam generation capability.
Lytzen supplies tray dryers for the pharmaceutical industry all over the world. Our position in the market is to deliver performance and quality at the highest level. Safe and reliable drying of granulate for the pharmaceutical industry.
The patent-pending Containment-Sampling-Stick CPS is used for sampling e.g. in incoming goods or for quality control of critical materials up to OEB 5.This new, mobile and cost-effective solution with optional transport trolley enables sampling in just a few steps.
We excel in delivering pharmaceutical turnkey projects, with expertise in water sterilization, dry heat sterilizers, and more. Our deep industry knowledge and regulatory compliance ensure customized solutions that guarantee quality. Exceptional customer service and strategic project management ensure successful outcomes. In pharmaceuticals, our proven track record speaks for itself.
Aqua-Nova stills mark a significant leap in distillation technology with reduced steam velocity and enhanced performance. Their robust, reliable design, complete with modulating control valves for all fluids, guarantees optimal operation across all conditions.
Aqua-Nova’s ‘float’ type heat exchangers excel by completely submerging in water, preventing thermal stress that may lead to micro cracks. This design ensures uniform contraction and expansion of tubes and the mantle under consistent steam and water conditions.
Lytzen has been fully specialized in depyrogenation ovens for over 50 years. What makes Lytzen unique is their highly specialized knowledge in this special application of batch depyrogenation in chambers ranging from 590 liters to about 7000 liters.
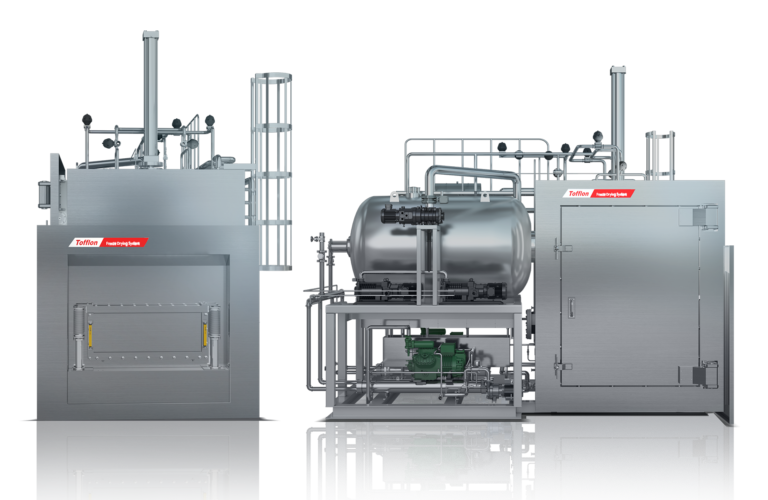
Lyophilization, commonly known as freeze-drying, is a crucial process in the pharmaceutical and biotech industries. Maintaining product integrity is key. Mainly used for preservation of biologicals and drug formulation among many other things.
Drawing on its expertise in the field of water treatment and heat sterilisation. Sofinn has through Pharmtec SA developed a new technology (patented) for effluent decontamination without pumps and heat exchangers, meeting BSL requirements for levels 1, 2, 3, and 4 with superior resistance to clogging.
The transferring of biopharmaceutical products, such as vaccines, monoclonal antibodies, or gene therapies, from bulk containers into their final dosage forms, which are typically vials, syringes, or other delivery systems is highly regulated and demands precision and sterility to ensure the quality and safety of the final product.
Sofinn provides service at all stages in the lifetime of the equipment, keeping the equipment in good working order and prolonging the lifetime of the installations. Carried out by our high quality, well-trained professionals with experience from the pharmaceutical industry.
Sofinn provides service at all stages in the lifetime of the equipment, keeping the equipment in good working order and prolonging the lifetime of the installations. Carried out by our high quality, well-trained professionals with experience from the pharmaceutical industry.
Drawing on its expertise in the field of water treatment and heat sterilisation. Sofinn has through Pharmtec SA developed a new technology (patented) for effluent decontamination without pumps and heat exchangers, meeting BSL requirements for levels 1, 2, 3, and 4 with superior resistance to clogging.
The transferring of biopharmaceutical products, such as vaccines, monoclonal antibodies, or gene therapies, from bulk containers into their final dosage forms, which are typically vials, syringes, or other delivery systems is highly regulated and demands precision and sterility to ensure the quality and safety of the final product.
Sofinn provides service at all stages in the lifetime of the equipment, keeping the equipment in good working order and prolonging the lifetime of the installations. Carried out by our high quality, well-trained professionals with experience from the pharmaceutical industry.
Sofinn provides service at all stages in the lifetime of the equipment, keeping the equipment in good working order and prolonging the lifetime of the installations. Carried out by our high quality, well-trained professionals with experience from the pharmaceutical industry.